








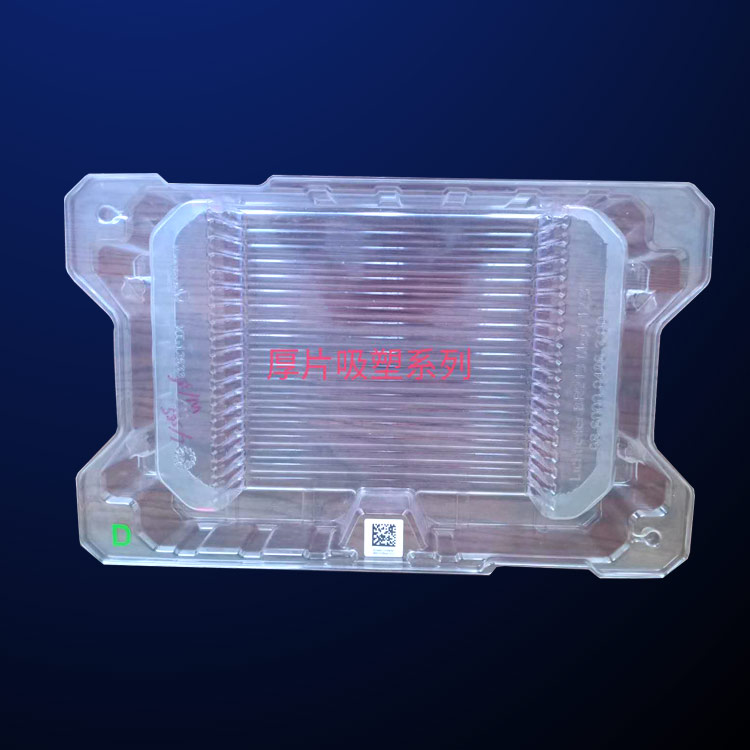
吸(xī)塑包裝(zhuang) 是将PVC、PS、PET等(děng)樹脂片(piàn)在吸塑(su)成形機(ji)中經過(guò)加熱、真(zhen)空成形(xing)、冷卻等(deng)過程,使(shi)之按照(zhào)模具的(de)形狀成(cheng)形,然後(hou)在沖床(chuáng)上用刀(dao)模沖壓(yā)成單個(ge)産品,再(zài)經過折(she)邊、沖孔(kǒng)等工藝(yì)制成的(de)包裝産(chan)品。這種(zhǒng)包裝産(chǎn)品具有(you)材料便(bian)宜、工藝(yì)簡單、投(tóu)入少、利(li)潤可觀(guān)的特點(diǎn),适合包(bāo)裝小型(xing)日用品(pin)、小電器(qì)、玩具等(děng)商品,不(bú)适合對(dui)緩沖性(xing)要求高(gāo)、産品較(jiào)重的産(chǎn)品進行(hang)包裝。
吸(xi)塑産品(pǐn)的主要(yao)生産工(gong)藝包括(kuo)起模、拉(la)片、沖床(chuáng)、折邊、沖(chong)孔、包裝(zhuang)等,以下(xia)就分别(bié)來介紹(shào)。
1.起模
當(dāng)客戶确(què)認樣品(pin)後,由打(da)樣用的(de)石膏模(mó)作爲母(mu)模,電鍍(du)銅後,按(àn)照一定(ding)的數量(liàng)和位置(zhi)制成生(shēng)産用的(de)模即爲(wei)起模。常(chang)規的模(mó)分三種(zhǒng):石膏模(mo)、銅模、鋁(lü)模。其中(zhōng)石膏模(mo)主要用(yòng)于打樣(yàng),一般不(bú)能做批(pi)量生産(chan)使用,其(qi)制作時(shí)間一般(bān)爲24小時(shi)。銅模爲(wèi)石膏模(mó)電鍍一(yi)層銅,強(qiáng)度和耐(nai)磨性增(zeng)強,成本(běn)不高,爲(wèi)生産常(chang)用的模(mó),一般制(zhi)作周期(qī)爲100小時(shí),少爲3天(tiān)時間,使(shi)用壽命(ming)約10萬個(ge)。
2.拉片
3.沖(chòng)床
拉片(pian)出來的(de)一般爲(wèi)多個産(chan)品(按照(zhào)模具排(pai)的數量(liang)),需要用(yong)刀模在(zài)沖床上(shang)沖成單(dān)個産品(pǐn),這種工(gong)序叫沖(chong)床。
4.折邊(bian)
對于一(yī)些需将(jiang)吸塑産(chǎn)品兩邊(biān)或多邊(biān)的邊角(jiao)折過來(lai)以插上(shàng)紙卡的(de)産品來(lai)講,需加(jia)此工序(xù)。此工序(xu)由折邊(bian)機完成(cheng)。
如(rú)客戶有(yǒu)特殊要(yào)求,要在(zài)吸塑上(shang)穿孔時(shí)添加此(cǐ)工序。
6.包(bao)裝
吸塑(sù)産品包(bāo)裝一定(ding)要注意(yì),根據客(kè)戶要求(qiú)的嚴格(gé)程度、産(chǎn)品的材(cai)料、形狀(zhuàng)等确定(dìng)合适的(de)包裝方(fang)式。如客(ke)戶無特(te)殊要求(qiu),可采用(yòng)裝箱、裝(zhuāng)膠袋的(de)方式。對(dui)于白色(sè)或色彩(cai)較鮮豔(yan)的、摩擦(cā)易花或(huò)不能粘(zhan)上灰塵(chen)、手印的(de)産品,常(cháng)在生産(chan)時戴手(shou)套。




吸塑(su)包裝托(tuo)盤的材(cái)質
PS 英文(wen)全稱爲(wèi)Polystyrene,中文譯(yi)爲聚。常(cháng)規顔色(sè)有黑、白(bai)兩種,也(ye)可按客(ke)戶要求(qiú)定制成(chéng)其它顔(yá)色,但顔(ya)材起訂(ding)量要求(qiu)比較高(gao),且顔材(cai)隻能做(zuò)成9-11次方(fang)的防靜(jing)電指數(shu),如果需(xū)求數量(liàng)少且對(duì)防靜電(diàn)值要求(qiú)高,一般(ban)不建議(yì)使用。
PS黑(hei)材可制(zhì)成三個(ge)指數等(deng)級的防(fáng)靜電吸(xi)塑托盤(pan),而白色(sè)的防靜(jing)電指數(shu)隻能做(zuò)到9-11次方(fāng)。
種:防靜(jing)電吸塑(su)托盤(防(fang)靜電指(zhǐ)數9-11次方(fang)) 正常情(qíng)況下使(shi)用時間(jian)爲3-6個月(yuè)左右。但(dan)是防靜(jing)電值容(rong)易受環(huán)境,空氣(qi),溫度及(ji)濕度的(de)影響,減(jiǎn)短防靜(jing)電使用(yong)壽命。單(dān)價低于(yú)半導電(dian)及導電(diàn)材質,建(jian)議對防(fáng)靜電指(zhǐ)數要求(qiu)不高且(qiě)使用周(zhou)期不長(zhang)的客戶(hù)使用。
第(di)二種:半(ban)導電吸(xi)塑托盤(pan)(防靜電(diàn)指數6-9次(cì)方)正常(chang)情況下(xia)使用時(shí)間爲半(bàn)年至1年(nián)左右。防(fang)靜電值(zhi)不受環(huán)境,空氣(qi),溫度及(ji)濕度的(de)影響,但(dàn)由于其(qi)價格和(he)導電材(cai)質相當(dāng),且導電(diàn)材質的(de)防靜電(diàn)指數更(geng)穩定,故(gu)建立選(xuǎn)擇後者(zhe)。
第三種(zhǒng):導電吸(xi)塑托盤(pan),也可稱(cheng)其爲性(xìng)防靜電(diàn)托盤(防(fang)靜電指(zhǐ)數3-6次方(fang))正常情(qíng)況下使(shi)用時間(jian)爲半年(nián)至1-3年左(zuǒ)右,防靜(jing)電值不(bu)受環境(jing),空氣,溫(wen)度及濕(shi)度的影(yǐng)響。在導(dǎo)電吸塑(su)托盤有(yǒu)明顯優(yōu)勢,是國(guo)内各大(dà)電子廠(chang)等企業(yè)長期導(dao)電吸塑(su)托盤供(gong)應商。

吹(chui)塑,注塑(su),吸塑 區(qu)别有哪(nǎ)些?
吹塑(su):尼龍經(jing)過擠出(chū)得到的(de)管狀塑(su)料型坯(pi),趁熱置(zhì)于對開(kai)模中,閉(bì)模後立(li)刻在型(xíng)坯中緊(jin)縮空氣(qi)使塑料(liào)型坯吹(chui)脹而緊(jǐn)貼在模(mó)具内壁(bì)上,經冷(lěng)卻脫模(mo),得到各(gè)種中空(kōng)制品。主(zhǔ)要産品(pin)是:尼龍(lóng)腸衣膜(mo)、瓶子、罐(guàn)子、尼龍(lóng)管等。
注(zhù)塑:成型(xíng)多用于(yú)熱塑性(xìng)塑料.它(ta)與擠塑(su)成型相(xiàng)相似,所(suǒ)不同的(de)是熔融(rong)塑料經(jīng)噴嘴進(jin)入的是(shì)閉合模(mo)具内,在(zai)模具内(nèi)凝固成(chéng)型而得(de)制品。多(duo)消費小(xiao)包裝盒(he),日用品(pin).異型零(líng)件等.它(ta)也可用(yòng)于繁華(huá)性塑料(liào)加工。

•




