








厚(hou)吸塑器械(xie)進入市場(chang) 近幾年,我(wǒ)國厚吸塑(sù)機械行業(ye)已經發展(zhǎn)到與國際(ji)同行比肩(jian)的地位,但(dàn)是市場就(jiu)是市場,我(wǒ)國厚吸塑(sù)機械連大(da)目标都還(hai)未實現,并(bing)且和國外(wai)同行的價(jia)格差别還(hai)在增大。 目(mù)前,我國厚(hou)吸塑機械(xiè)技術在環(huan)保節能、可(ke)持續發展(zhǎn)的研究上(shàng),與發達國(guó)家處于同(tóng)一起跑線(xian),差距不明(ming)顯,國内企(qi)業可以從(cong)該領域着(zhe)手,以此爲(wèi)契機,開拓(tuò)市場,憑借(jie)高技術含(hán)量的産品(pǐn)改變我國(guo)厚吸塑機(ji)械産業大(dà)而不強的(de)局面,增強(qiáng)在國際市(shi)場的競争(zheng)力。 厚吸塑(sù)機械行業(ye)是早就被(bei)市場要求(qiu)應當成爲(wèi)服務型制(zhì)造而不能(neng)是生産型(xíng)制造的行(hang)業之一。正(zhèng)是由于這(zhe)個特點。而(ér)那些前方(fang)行業對不(bú)同種類厚(hou)吸塑的性(xing)能、特點和(hé)能解決什(shí)麽具體問(wèn)題又絕沒(mei)有我行業(yè)了解得清(qing)楚,厚吸塑(su)機械行業(ye)既然要爲(wèi)上述那麽(me)多行業提(tí)供裝備。那(na)麽就需要(yao)我爲他提(ti)供完整的(de)解決方案(àn),去解決他(tā)現實需要(yào)和潛在需(xu)要。




厚片吸(xī)塑在客車(chē)上的應用(yòng) 厚片吸塑(sù)成型按工(gong)藝可分爲(wei)闆材吸塑(sù)和軟質表(biǎo)皮吸塑兩(liǎng)種。厚片吸(xī)塑用的材(cái)料主要是(shi)-丁二烯-(ABS)闆(pǎn)材,有小部(bù)分零件用(yong)有機玻璃(lí)(PMMA)闆材。客車(che)的駕駛室(shì)左右兩側(ce)的内闆、頂(ding)部内闆、後(hou)部内闆以(yi)及一些電(dian)器箱蓋闆(pǎn)及其他蓋(gài)闆用的都(dou)是ABS闆材成(chéng)型。現在還(hái)有一種趨(qū)勢就是用(yòng)複合ABS闆材(cai)代替一般(ban)ABS闆材,複合(hé)ABS闆材就是(shì)在闆材上(shang)加一層發(fā)泡的聚或(huo)聚材料,一(yī)起滾壓成(cheng)帶皮紋或(huo)手感像真(zhēn)皮的闆材(cai)。要求透明(ming)的儀表台(tai)的音響蓋(gai)闆,要求防(fáng)老化的車(che)身外的透(tou)氣格栅,一(yi)般用的是(shì)都有機玻(bo)璃成型。軟(ruǎn)質表皮厚(hou)片吸塑工(gong)藝主要用(yòng)在客車儀(yi)表台上,基(ji)體一般是(shi)玻璃鋼件(jian)(FRP),在玻璃鋼(gāng)件上開吸(xī)氣孔吸表(biao)皮,表皮的(de)材料主要(yào)有聚加發(fa)泡聚(PVC/PPF)複合(hé)材料。 現在(zài)以客車内(nei)側闆吸塑(su)件爲例,簡(jian)述厚片吸(xi)塑的工藝(yi)過程。零件(jian)尺寸爲1200mm×1000mm×250mm,用(yong)到的ABS闆材(cái)是尺寸爲(wei)1400mm×1200mm×4mm。首先要确(que)認闆材的(de)顔色皮紋(wen),因爲内裝(zhuang)飾的顔色(se)和皮紋是(shi)很重要的(de),乘客一上(shang)車首先感(gan)受到的是(shi)車内的環(huán)境。再看看(kan)闆材是否(fǒu)從剛開封(fēng)的包裝袋(dai)中取出,若(ruò)不是,闆材(cai)還需放到(dào)烘房中烘(hōng)幹。因爲如(ru)果闆材潮(cháo)濕,在加溫(wen)時會使闆(pǎn)材表面起(qi)氣泡,外觀(guan)質量惡化(huà),嚴重時還(hai)會使闆材(cai)在成型過(guò)程中拉裂(liè)。同時模具(ju)裝到吸塑(sù)機上,調整(zhěng)位置和壓(ya)框,對模具(ju)的上升過(guo)程和時間(jiān)進行預先(xian)設定;模具(jù)頂部不能(néng)超出吸塑(sù)機工作平(ping)台,然後就(jiù)對模具加(jia)溫,約到60℃左(zuo)右。闆材放(fàng)到自動送(sòng)料裝置上(shang),機器把闆(pǎn)材送到吸(xī)塑機工作(zuo)台上(如果(guǒ)沒有此機(ji)構就要用(yong)手工把闆(pǎn)材放到工(gōng)作台上),壓(ya)框由上而(er)下把闆材(cai)壓緊。然後(hòu)加熱機構(gou)移到工作(zuò)台上方,對(duì)闆材進行(hang)加熱,一般(bān)加熱到120℃左(zuǒ)右,時間2~3分(fèn)鍾;還可以(yi)對加熱器(qi)進行區域(yù)溫度設定(dìng),拉伸大的(de)地方适當(dang)增大加熱(re)溫度;加熱(rè)完後,加熱(re)機構移開(kai),同時模具(ju)開始向上(shang)移。
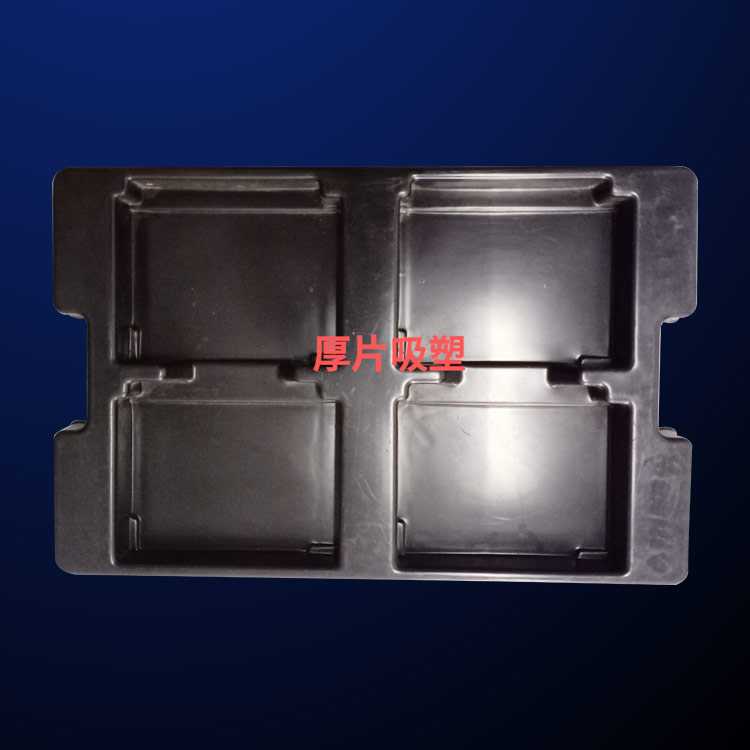
大型厚(hòu)片吸塑加(jia)工定制工(gong)藝 厚片吸(xī)塑又稱大(dà)型厚片吸(xi)塑,是用于(yú)吸塑的基(jī)材爲大型(xing)吸塑片,經(jing)過真空加(jiā)熱,然後用(yòng)高頻焊接(jiē),熱壓,使吸(xi)塑片的表(biao)面有大于(yú)1cm的透光性(xing),然後用大(da)型厚片吸(xī)塑設備吸(xi)附即可。厚(hòu)片吸塑的(de)主要原料(liào)爲熱塑性(xìng)塑膠粒。厚(hòu)片吸塑是(shi)塑料加工(gōng)的一種,産(chan)品是由塑(su)料扁材熱(re)軟化,模具(jù)吸附在表(biao)面并真空(kong)冷卻而成(chéng)。 1.模具生産(chan)加工:大型(xing)厚片吸塑(sù)模具生産(chǎn)應根據客(kè)戶要求提(ti)供樣品或(huò)規格。一個(ge)是吸塑模(mo)具。一般來(lai)說,它們是(shì)用石膏工(gong)具通過水(shuǐ)泡包裝的(de),應該在模(mó)具生産出(chū)來後完全(quán)自然幹燥(zao)或幹燥。然(rán)後根據産(chan)品的實際(jì)情況,在不(bú)影響産品(pin)包裝外觀(guan)的情況下(xià),鑽很多小(xiao)孔。并加工(gōng)硬石膏模(mó)具。 2.模具完(wán)全幹燥後(hou)如何處理(li):模具真空(kong)室完成後(hou),根據模具(jù)大小将塑(sù)料裝入合(hé)适的尺寸(cun),并加入加(jia)熱木闆的(de)櫃體等等(deng)。将其完全(quán)固定,然後(hou)将木栅欄(lan)和塑料薄(báo)膜軟化至(zhì)爐溫。 3.将軟(ruǎn)化的處理(lǐ)闆、木栅欄(lan)真空室和(he)真空室中(zhōng)的空氣清(qīng)洗幹淨,冷(leng)卻塑料,得(dé)到模具。





