








什麽叫(jiào)厚片吸塑(su) 【厚片吸塑(su)】是指采用(yòng)機器,以熱(re)塑性塑料(liào)片材爲原(yuán)料,通過烘(hong)箱加熱至(zhì)軟化溫度(dù),再通過塑(su)料闆材與(yǔ)吸塑成型(xíng)模具之間(jiān)的真空負(fu)壓作用,使(shi)處于熱塑(su)性狀态的(de)塑料闆材(cai)吸附在吸(xi)塑成型模(mo)具工作面(miàn)上,再冷卻(que)成型的加(jiā)工工藝。厚(hou)片吸塑機(jī)是關鍵工(gōng)藝設備。厚(hou)片吸塑機(jī)一般由闆(pan)材定位系(xì)統、吸塑模(mó)具定位系(xì)統、框架系(xi)統、加熱系(xi)統、冷卻系(xì)統以及電(dian)氣控制系(xì)統組成。 什(shí)麽叫厚片(pian)吸塑_厚片(piàn)吸塑工藝(yì) 厚片吸塑(su)工藝流程(chéng) 一般,我們(men)的厚片吸(xī)塑的生産(chǎn)工藝是從(cong)模具的制(zhi)作和加工(gong)開始的。 首(shou)先,根據客(ke)戶的要求(qiú)和樣品規(guī)格制作好(hao)吸塑模具(ju)。一般的條(tiáo)件下,我們(men)會選用石(shí)膏模打樣(yàng),待客戶确(que)定樣品和(he)工藝後,後(hòu)面我們可(kě)以選用木(mu)模、銅模或(huò)鋁模作模(mó)具。 以石膏(gāo)模具爲例(li),将大型吸(xī)塑過程中(zhōng)要用到的(de)石膏模具(ju)制作好後(hou),先讓其自(zì)然幹燥完(wán)全或是烘(hōng)幹,然後根(gēn)據産品表(biao)面凸凹具(ju)體情況,用(yong)1-2毫米的鑽(zuàn)花在不影(ying)響産品包(bao)裝模樣的(de)低凹處鑽(zuàn)許多小孔(kong)。 如果是包(bao)裝盒之類(lei)産品還需(xu)要在四周(zhou)邊上鑽一(yī)些小孔,以(yi)便吸塑生(sheng)産時,能将(jiāng)空氣抽出(chu),模具鑽好(hǎo)孔後,還得(dé)将石膏模(mó)具進行加(jiā)硬處理,加(jiā)硬處理方(fāng)法是用濃(nóng)明礬飽和(hé)液浸泡後(hou)晾幹。 等到(dào)大型吸塑(su)模具處理(li)幹燥完全(quan)後,将模具(jù)裝入真空(kōng)室上層鐵(tie)闆上;然後(hou)根據模具(ju)大小,将塑(sù)料片載成(cheng)适用規格(gé)尺寸;将此(ci)片材放入(ru)加熱木櫃(guì)内,使其完(wan)全固定好(hao),再将木櫃(guì)連同塑料(liào)片材置恒(heng)溫爐上進(jin)行軟化處(chu)理。 大型吸(xi)塑的時候(hòu),需要将軟(ruǎn)化處理好(hao)的塑料片(pian)連同木櫃(guì)一同置于(yú)真空室中(zhōng),開動吸氣(qi)開關使得(de)真空室内(nèi)空氣被吸(xī)抽幹淨;待(dai)塑料片冷(leng)卻後,就可(kě)以得到與(yu)模具相同(tóng)的凹型包(bao)裝或工藝(yi)模具。





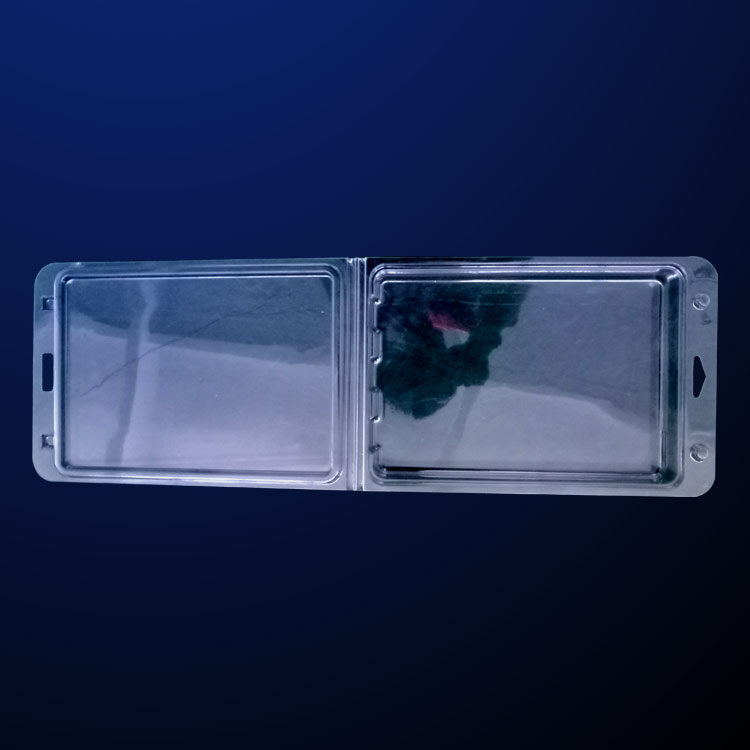
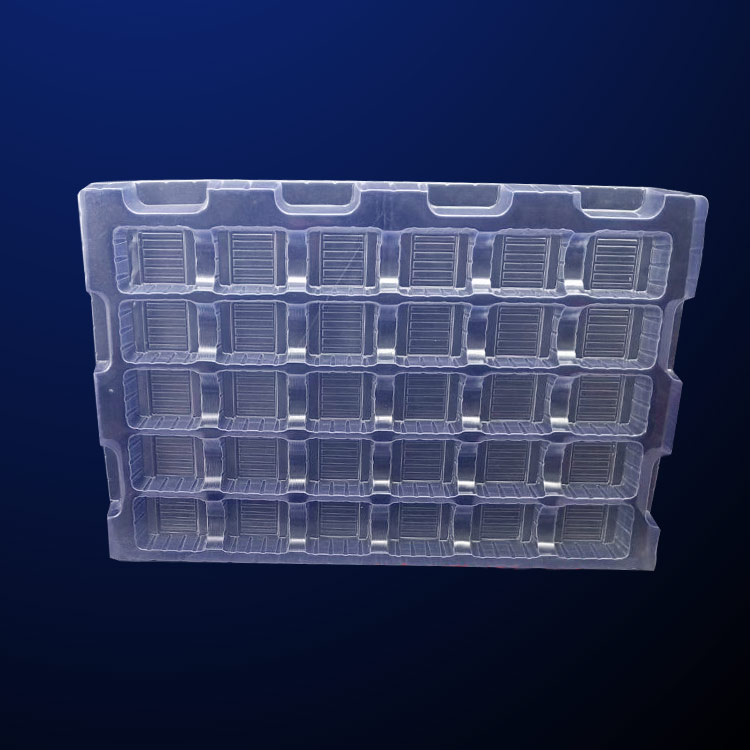
厚片(piàn)吸塑托盤(pan)的優點與(yǔ)缺點 厚片(piàn)吸塑吸塑(su)托盤也叫(jiao)塑料内托(tuo),采用吸塑(sù)工藝将塑(su)料硬片制(zhì)成特定凹(ao)槽的塑料(liao),将産品置(zhì)于凹槽内(nèi),起到保護(hu)和美化産(chǎn)品的作用(yong),也有運輸(shu)型的托盤(pan)包裝,托盤(pán)使用較多(duo)都是以方(fang)便爲主。 (1)雙(shuang)層吸塑托(tuo)盤由自帶(dài)鎖扣的頂(dǐng)蓋和底托(tuo)以及能折(she)疊的圍闆(pan)組成一套(tào)完整的組(zǔ)合式塑料(liào)托盤,頂蓋(gai)和底托使(shǐ)用HDPE制成。采(cai)用雙層一(yī)次性厚片(piàn)吸塑工藝(yì)成型。中間(jian)圍闆可選(xuan)用PP(聚樹脂(zhī))塑料中空(kong)闆或七層(céng)瓦楞紙闆(pan)做成可折(shé)疊的圍闆(pǎn)。 (2)全系設計(ji)往複循環(huan)使用,頂蓋(gài)和底托可(kě)循環使用(yòng)長達十年(nian)之久。塑料(liào)圍闆和瓦(wǎ)楞紙圍闆(pan)也可循環(huan)使用多次(cì)再更換,這(zhè)樣設計可(kě)大大降低(di)客戶的物(wu)流運營及(jí)倉儲成本(běn)。 (3)托盤中圍(wei)闆均設計(ji)成可折疊(die),頂蓋和底(dǐ)托可嵌入(ru)或疊放,與(yu)傳統包裝(zhuāng)相比可節(jie)省50%的倉儲(chu)空間。 (4)厚片(pian)吸塑頂蓋(gài)和底托均(jun)采用兩張(zhāng)ABS闆材一次(ci)性吸塑成(chéng)型,堅固耐(nài)用! (5)厚片吸(xī)塑托盤的(de)組裝或拆(chai)卸極其方(fang)便,無需借(jiè)助如何工(gong)具,一人即(jí)可在數分(fèn)鍾内就能(néng)完成拆或(huò)裝。頂蓋和(hé)底托各設(shè)計有四個(ge)快速鎖扣(kou),可以扣住(zhù)圍闆,因此(cǐ)無需再捆(kun)包,節約了(le)捆包材料(liao)及人工費(fèi)用。生産的(de)吸塑産品(pǐn)廣泛應用(yòng)于電子、玩(wan)具、五金、、食(shí)品、文具等(děng)之包裝有(you)途,以上産(chan)品可根據(ju)客戶不同(tong)要求,提供(gòng)PET、PP、PS、PVC、導電、抗靜(jing)電、植絨等(děng)片材制作(zuò)的各類托(tuo)盤。一般透(tou)明吸塑托(tuō)盤在包裝(zhuang)中較爲常(cháng)用,其它顔(ya)色可根據(jù)個性化的(de)需要自行(háng)選擇。
厚片(pian)吸塑加工(gōng)過程中出(chu)現的問題(ti)有哪些? 1. 厚(hou)片吸塑吊(diao)線:在厚片(pian)吸塑過程(cheng)中,由于模(mó)殼的高寬(kuan)、視角、脫模(mó)結構等原(yuán)因。 2.色調:色(se)調差異一(yi)般出現在(zai)塑料闆生(sheng)産廠家的(de)調料中,不(bu)同批次的(de)塑料闆上(shàng)可能會出(chu)現不同的(de)背景色差(chà),但這種情(qíng)況不容易(yì)造成很大(da)的危害,單(dan)獨包裝時(shi)也無法區(qū)分,所以這(zhè)種情況着(zhe)重與塑料(liao)闆生産廠(chang)家溝通。 3.厚(hòu)片吸塑破(pò)孔:在整個(ge)成型過程(cheng)中,由于原(yuán)材料厚度(du)不均勻,溫(wēn)度控制不(bu)穩定,會發(fa)生破孔,破(po)孔的産品(pin)一般被視(shi)爲劣質産(chan)品,不能出(chū)庫。 4.劃痕:厚(hou)片吸塑表(biao)面很容易(yì)出現劃痕(hén)和擦傷。在(zài)加工過程(chéng)及其包裝(zhuang)程序中,如(rú)果處理不(bu)當,泡罩産(chan)品的表面(miàn)會被劃傷(shāng)并留下痕(hén)迹,嚴重時(shi)會成爲劣(lie)質産品。 5.形(xing)變:厚片吸(xi)塑形變的(de)關鍵原因(yin)是溫度調(diao)節、原料氣(qi)泡、殘渣等(děng)。都是會造(zao)成吸朔形(xing)變,吸不及(jí)時,達不上(shàng)吸朔成形(xíng)的規定,使(shi)包裝物件(jian)沒法放進(jìn),變成殘品(pin)廢置。 6.波紋(wen)度:關鍵在(zai)于塑料片(pian)的加工。聚(ju)塑料闆的(de)表面波紋(wén)是一種更(geng)常見的現(xian)象,這在一(yī)般情況下(xià)是可以接(jie)受的。 7.厚片(piàn)吸塑汽泡(pào):一般出現(xian)于原材料(liào)的加工過(guo)程中有氣(qi)體滲透到(dào)塑膠中,所(suo)造成的汽(qi)泡狀況,這(zhe)類狀況下(xià),汽泡很大(da)便會危害(hai)外型,因而(er)這種都是(shi)會變成殘(can)品。