








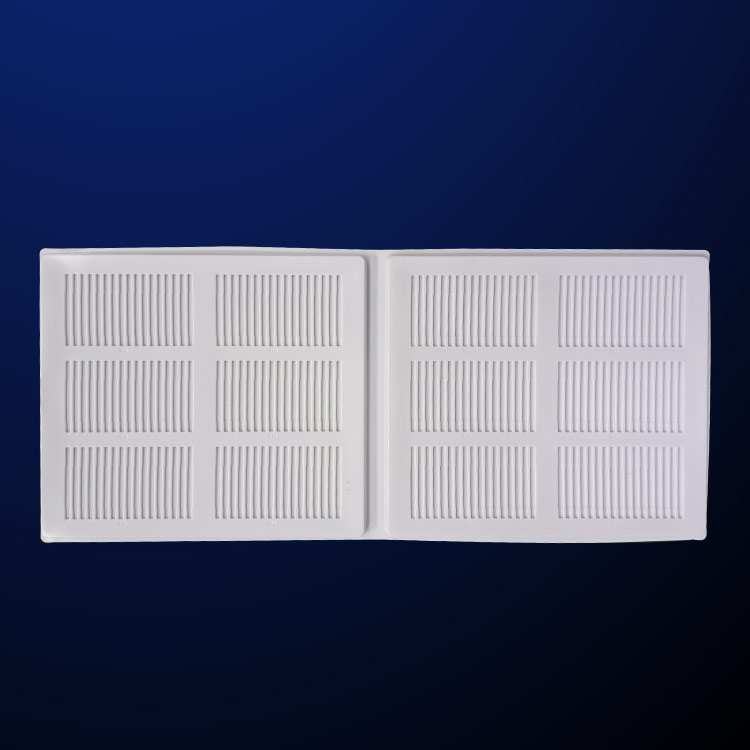
吸塑包(bāo)裝按鈕使(shǐ)用及材料(liào)識别 PP吸塑(su)包裝按鈕(niǔ)的用法:1彎(wān)曲包裝帶(dai)一端的左(zuǒ)側,插入包(bao)裝扣,然後(hou)将左側固(gu)定杆折疊(die)到包裝帶(dài)中并擰緊(jǐn)。2.右手握住(zhu)包裝帶繞(rào)過包裝物(wu)體,将包裝(zhuang)帶的右側(ce)插入包裝(zhuang)帶按鈕,将(jiāng)右側固定(ding)杆折入包(bāo)裝帶。3.用左(zuo)手固定打(da)包按鈕,用(yòng)右手拉動(dòng)右端打包(bāo)帶,将打包(bao)帶拉緊。4.然(ran)後用剪刀(dao)剪包裝的(de)膠帶。吸塑(su)包裝扣産(chan)品規格:規(guī)格:12-13毫米(通(tōng)用),包裝:1000個(gè)/包(PE包),特點(dian):适合出口(kou)。需要環保(bǎo)的客戶可(ke)以選擇吸(xi)塑套餐按(an)鈕。主要功(gōng)能是包裝(zhuāng)按鈕(環保(bao)包裝按鈕(niǔ)) 根據物理(li)原理,産品(pin)通過PP高強(qiáng)度包裝帶(dai)結合包裝(zhuāng)扣達到緊(jin)固包裝的(de)目的,可承(cheng)受40公斤以(yi)上的抗拉(lā)強度。它具(jù)有強度高(gao)、韌性好、質(zhì)量穩定、環(huán)保吸塑包(bao)裝的特點(diǎn)。代替傳統(tong)尼龍繩和(hé)手動打包(bāo)帶包裝,無(wu)需任何工(gong)具即可使(shǐ)用。操作簡(jiǎn)單,攜帶方(fāng)便,可重複(fú)使用。是各(ge)類包裝耗(hào)材、辦公用(yong)品、出行的(de)之選。 吸塑(sù)工藝包括(kuo):印刷塗布(bù)吸塑油工(gong)藝和吸塑(su)熱封工藝(yì)。目前實現(xiàn)塗布過程(chéng)的方式有(yǒu)三種:離線(xiàn)塗油機塗(tú)滿整頁,絲(sī)印部分塗(tú)滿,膠印在(zai)線塗滿。離(li)線塗布和(he)吸塑工藝(yi)一般要求(qiú)産品在印(yìn)刷後放置(zhi)至少72小時(shí),大面積深(shēn)色油墨全(quan)部幹燥後(hòu)才能在表(biǎo)面塗布吸(xi)塑油,放置(zhì)至少24小時(shi)後才能進(jin)行吸塑工(gong)藝。目前接(jie)油的方式(shi)(一般采用(yòng)水基吸塑(sù)油)可以縮(suō)短時間,但(dàn)吸塑效果(guǒ)不好。溢油(yóu)過程的主(zhǔ)要控制目(mu)标是:溢油(you)量适宜(一(yī)般爲3-5g/m2左右(you),具體取決(jué)于材料的(de)表面性質(zhì)和吸塑油(yóu)的濃度),吸(xi)塑油充分(fen)吸塑包裝(zhuāng)滲透。




溢出(chu),又叫飛邊(biān),通常發生(sheng)在注塑包(bao)裝制品的(de)開合位置(zhì)。例如注塑(sù)包裝制品(pǐn)的分型面(mian)、鑲塊的間(jiān)隙、頂杆的(de)孔等。如果(guo)溢出不能(néng)及時清理(li),将導緻注(zhù)塑包裝制(zhì)品局部坍(tan)塌,甚至損(sǔn)壞。此外,鑲(xiang)件間隙和(hé)頂杆孔溢(yi)出也會造(zào)成成品卡(kǎ)在注塑包(bao)裝吸塑包(bāo)裝制品上(shang),影響脫模(mó)過程。那麽(me),注塑包裝(zhuāng)制品加工(gong)過程中爲(wei)什麽會出(chū)現溢流現(xiàn)象呢?如何(hé)解決溢出(chu)的問題? 一(yi)、設備 1.注塑(su)機合模裝(zhuang)置調整不(bú)當或撥動(dòng)機構不均(jun)勻,會導緻(zhì)注塑包裝(zhuang)制品達不(bu)到要求的(de)平行度,導(dǎo)緻注塑包(bāo)裝制品一(yi)側封閉緊(jin)密,另一側(ce)連接不緊(jin)密的現象(xiang),在注射過(guò)程中容易(yi)溢出。 2.注塑(su)機本身的(de)平行度是(shi)有問題的(de),拉杆分布(bu)不均勻也(ye)會導緻注(zhu)塑包裝制(zhi)品無法關(guān)閉緊密,造(zao)成溢流。 3.注(zhù)塑機的止(zhi)回環磨損(sǔn)嚴重,螺杆(gan)磨損過大(dà),料筒設定(ding)的注射量(liàng)不足,緩沖(chong)墊過小,可(kě)能造成溢(yì)出,操作人(ren)員須及時(shí)維修或更(geng)換零件。 二(er)、過程 1.在高(gao)壓和高速(su)的作用下(xià),而注塑包(bāo)裝制品的(de)張力會增(zēng)加而引起(qi)溢流,因此(cǐ)操作者需(xū)要根據注(zhu)塑包裝制(zhi)品産品的(de)厚度調整(zhěng)注射速度(du)和注射時(shi)間。對于較(jiào)薄的産品(pin),應采用高(gāo)速快速充(chong)模,而對于(yú)較厚的産(chan)品,應采用(yòng)低速充模(mó)。 2.有些操作(zuò)人員爲了(le)防止注塑(su)包裝制品(pin)下垂,往往(wǎng)會選擇注(zhù)射更多的(de)熔體,但這(zhe)并不能解(jiě)決問題,反(fǎn)而會發生(shēng)溢流。因此(cǐ),當我們遇(yù)到這種情(qíng)況時,應該(gai)延長注射(shè)時間或保(bǎo)持時間來(lai)處理。

吸塑(su)包裝的生(sheng)産及優勢(shi)及加熱方(fang)式影響 在(zài)食品行業(yè),食品的外(wài)觀包裝對(duì)消費者有(you)一些的影(yǐng)響,包裝是(shì)産品差異(yi)化的基礎(chu)之一。它不(bú)僅可以說(shuo)明産品的(de)名稱、質量(liang)和商标,介(jie)紹産品的(de)特有的效(xiao)果和用途(tú),還可以展(zhǎn)示企業的(de)特點。在我(wǒ)們的日常(chang)生活中,我(wo)們看到一(yī)些商場、超(chāo)市,甚至一(yi)些水果店(diàn)、早餐店使(shǐ)用的很多(duō)塑料包裝(zhuāng)袋上都印(yin)有自己特(te)有的logos。 如今(jin),吸塑包裝(zhuang)盒廣泛應(yīng)用于電子(zi)電器、食品(pin)工業、五金(jin)工具、化妝(zhuāng)品工業、玩(wan)具工業、日(ri)用品工業(yè)、、、汽車、文具(ju)、文具等行(hang)業。 一種常(chang)見的包裝(zhuāng)方法是通(tong)過吸塑工(gōng)藝生産塑(su)料産品,并(bing)用相應的(de)設備包裝(zhuang)産吸塑包(bāo)裝品。經過(guo)高溫加熱(re)後,吸塑盒(he)的薄片被(bei)真空抽吸(xi)并冷卻,形(xíng)成塑料盒(he)。吸塑包裝(zhuang)盒的原材(cái)料主要有(you)PVC、PS、PP、PET、PETG、植絨、導電(diàn)材料等。 說(shuō)到吸塑,PVC、PS、PET等(děng)樹脂片在(zài)吸塑成型(xíng)機中加熱(rè)、真空成型(xing)、冷卻,使其(qi)按模具形(xing)狀成型,然(rán)後在沖床(chuang)上用刀模(mo)沖壓成單(dan)個産品,再(zai)折疊沖壓(yā)成包裝産(chǎn)品。
››




